

客户案例---新能源汽车变速箱壳体加工

针对行业:新能源汽车行业
应用案例:变速箱壳体加工
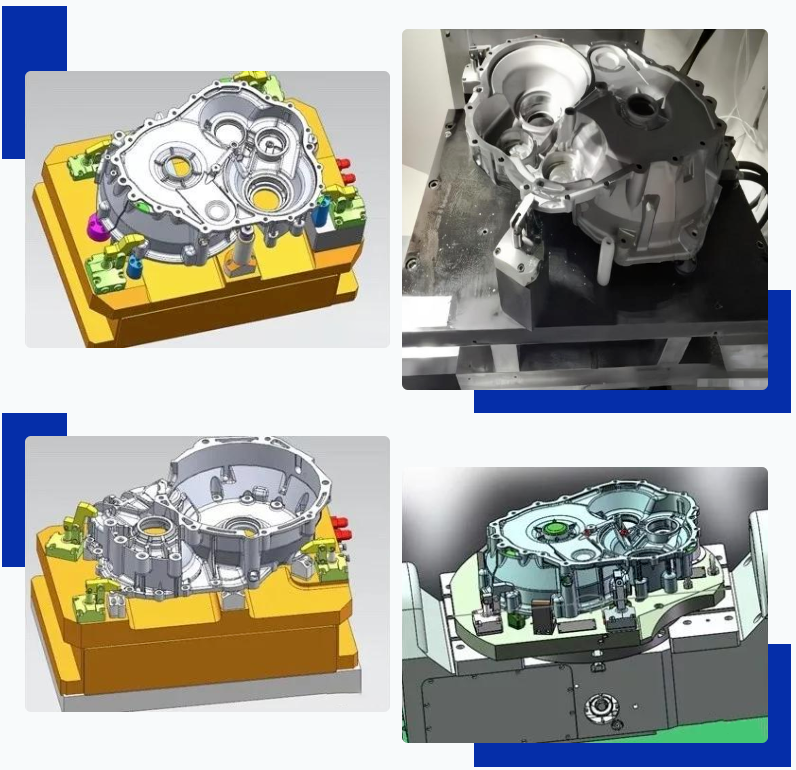
新能源汽车的变速箱壳体,材料为铸铝,主要做钻孔、铣孔、攻牙、镗孔等工序。此类产品重要孔位尺寸精度0.01mm左右,孔壁粗糙度要求Ra1.6,平面度要求0.03~0.05mm及孔同心度要求0.01~0.15mm。加工工艺一般是用夹具定位先做正反两面,然后四轴加工产品四周的孔位,根据产品的外形尺寸此类产品多用V85或(V857+四五轴)等设备加工。(机床要求,尺寸精度要稳定,加工效率要高)

机床优点:
1. 48m快速速度、标配12000转主轴。2秒左右的快速换刀时间。
2. Z向行程700,范围达到810。极大提高Z轴加工能力范围,提高生产效率和灵活性。
3. 立柱一体加高,刚性更好。提高加工稳定性。
4. 解决增加四轴后Z向行程不足的烦恼。
传统V85搭配210四轴后(因工件需要垫高50),Z向仅余320左右。
V857搭配210四轴后(因工件需要垫高50),Z向仍有460左右。
5、V857使用的短鼻端主轴相对于长鼻端主轴,切削刚性更足。

6、增加机床外形尺寸的差异说明






